—— 检验设备 ——
功能:
1. 毛边量测
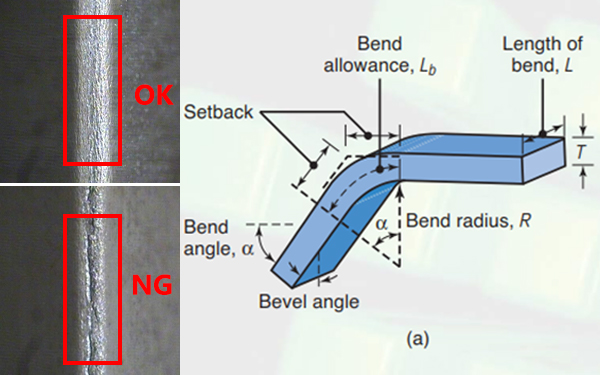
2. 产品折弯角度(内R)量测→ 判断模具设计是否恰当
3. 尺寸量测
1. 毛边量测
2. 产品折弯角度(内R)量测→ 判断模具设计是否恰当
3. 尺寸量测
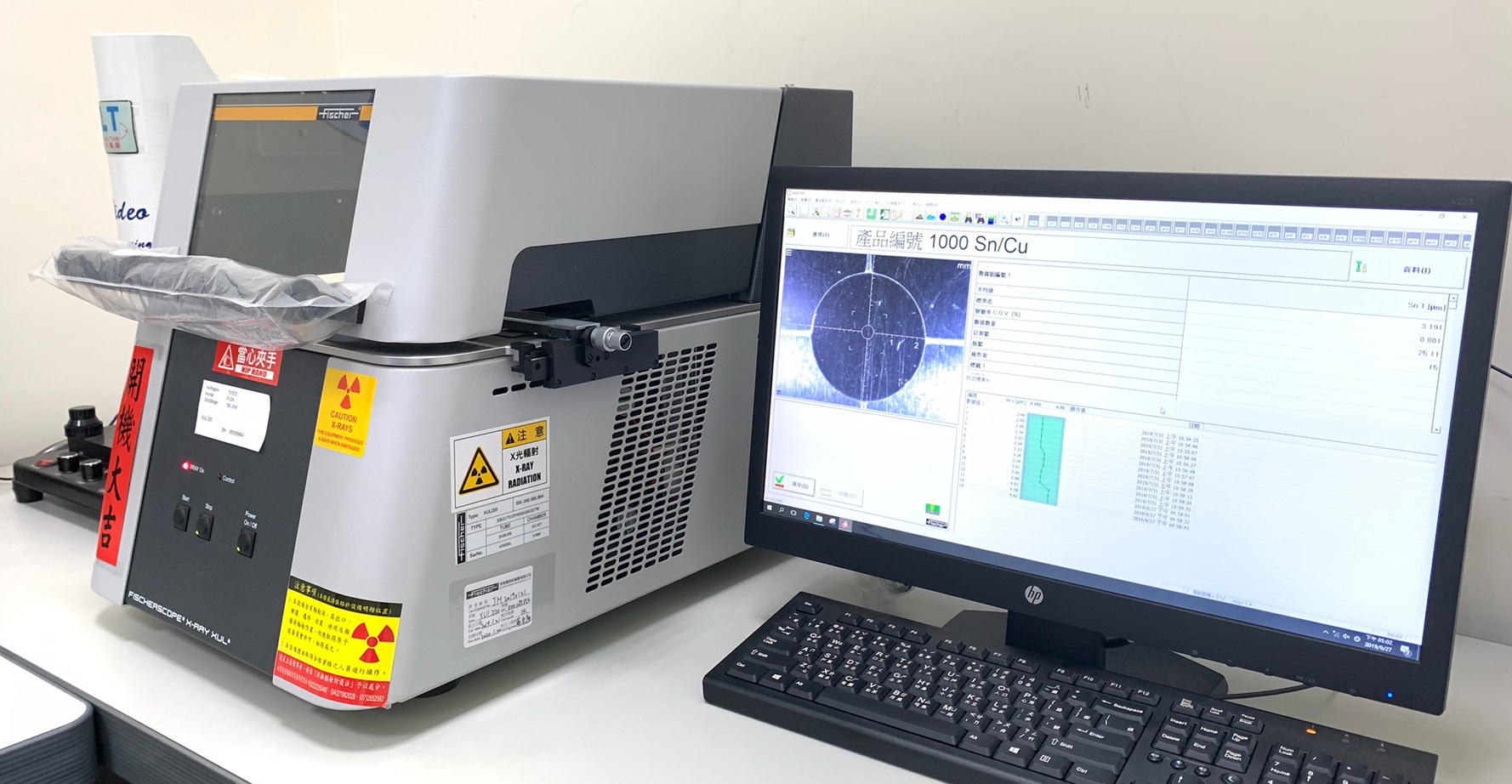
宽度、厚度尺寸检验
专业验料机
母料裁切前,确认材料品质状况 (初步确保材料性质):材料外观、宽度、平整度、弯刀、毛边



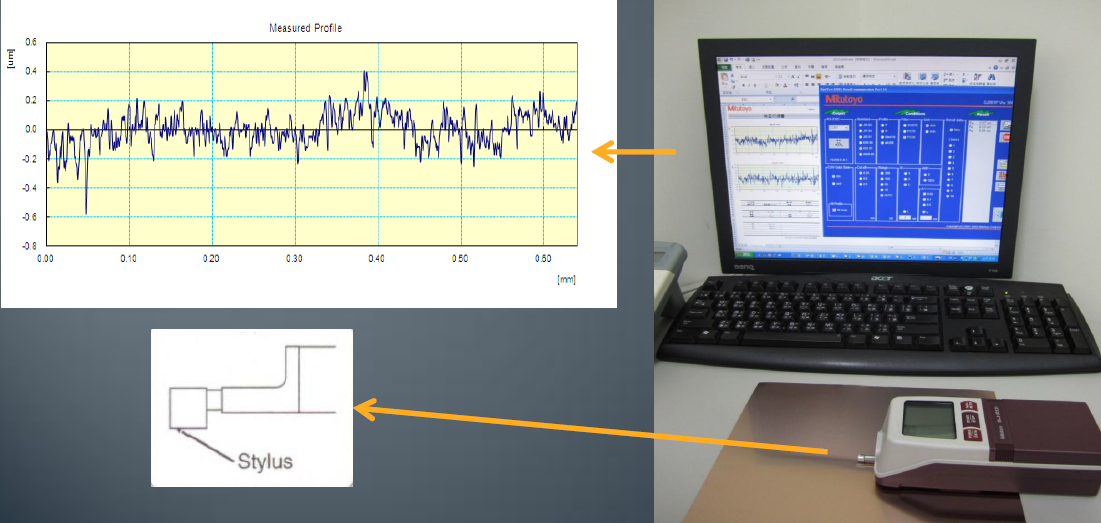
2.5 D影像测量仪
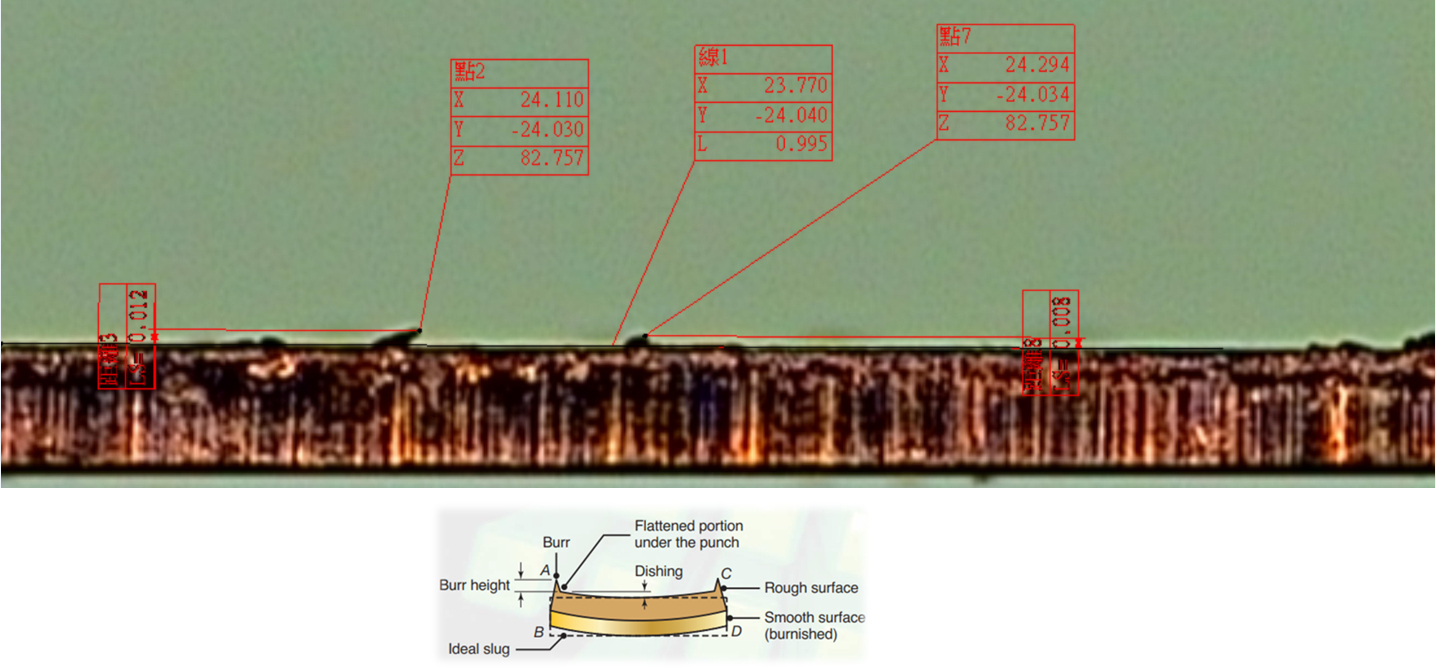
毛边(Burr)检测

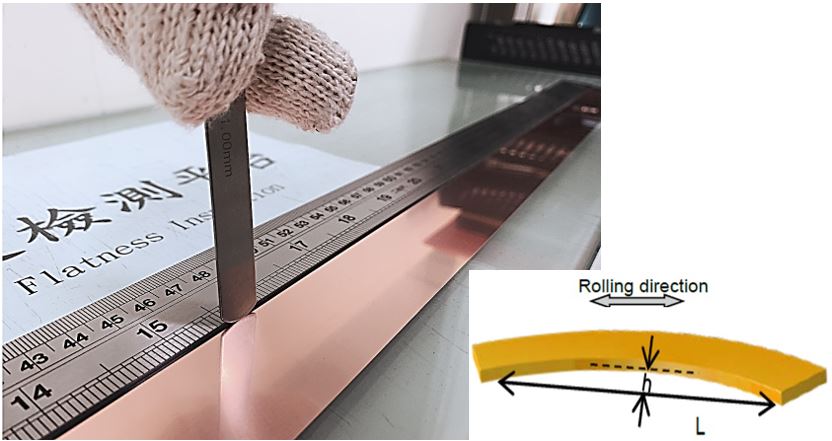
翘曲度检测平台
平整度检测
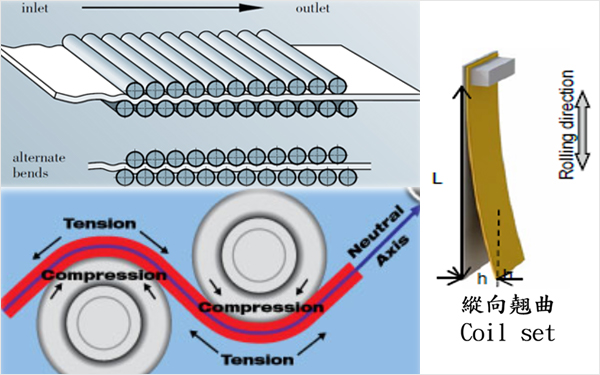
翘曲度检测

国际规范:80mm/1米 以内 (i.e. 1米长的样品, a < 80mm )
弯曲度检测
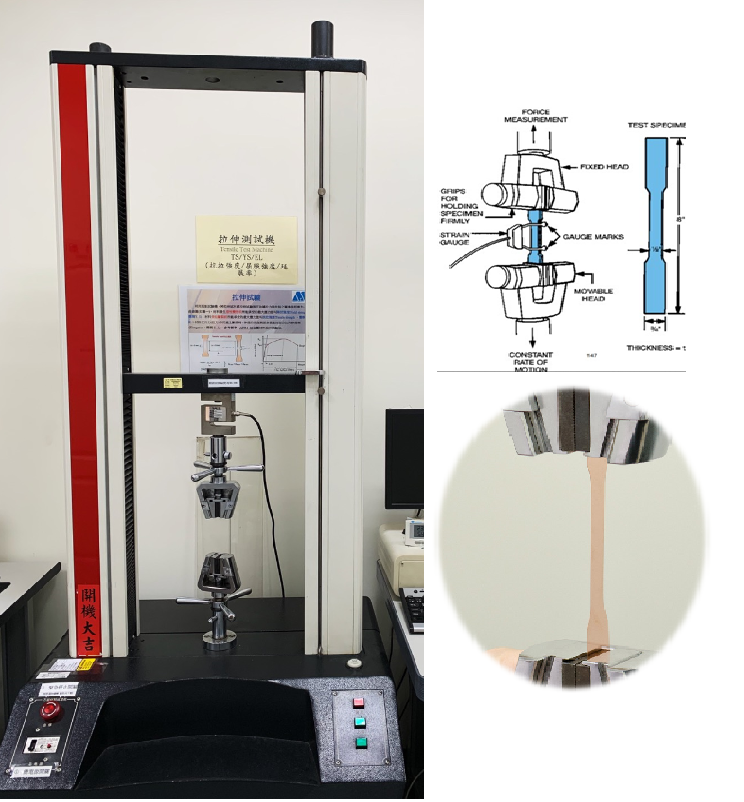
万能拉伸测试机
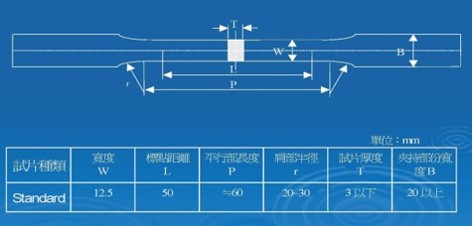
万能拉伸测试机-测试片
A. 材料尺寸是否符合国际规范 B. 试片有毛边 C. 试片是否夹紧 D. 试片断裂位置是否在标距内
B.下压荷重是否适当
C.十字对称线是否对称
90度折弯测试

手动冲压机 (90度折弯测试)
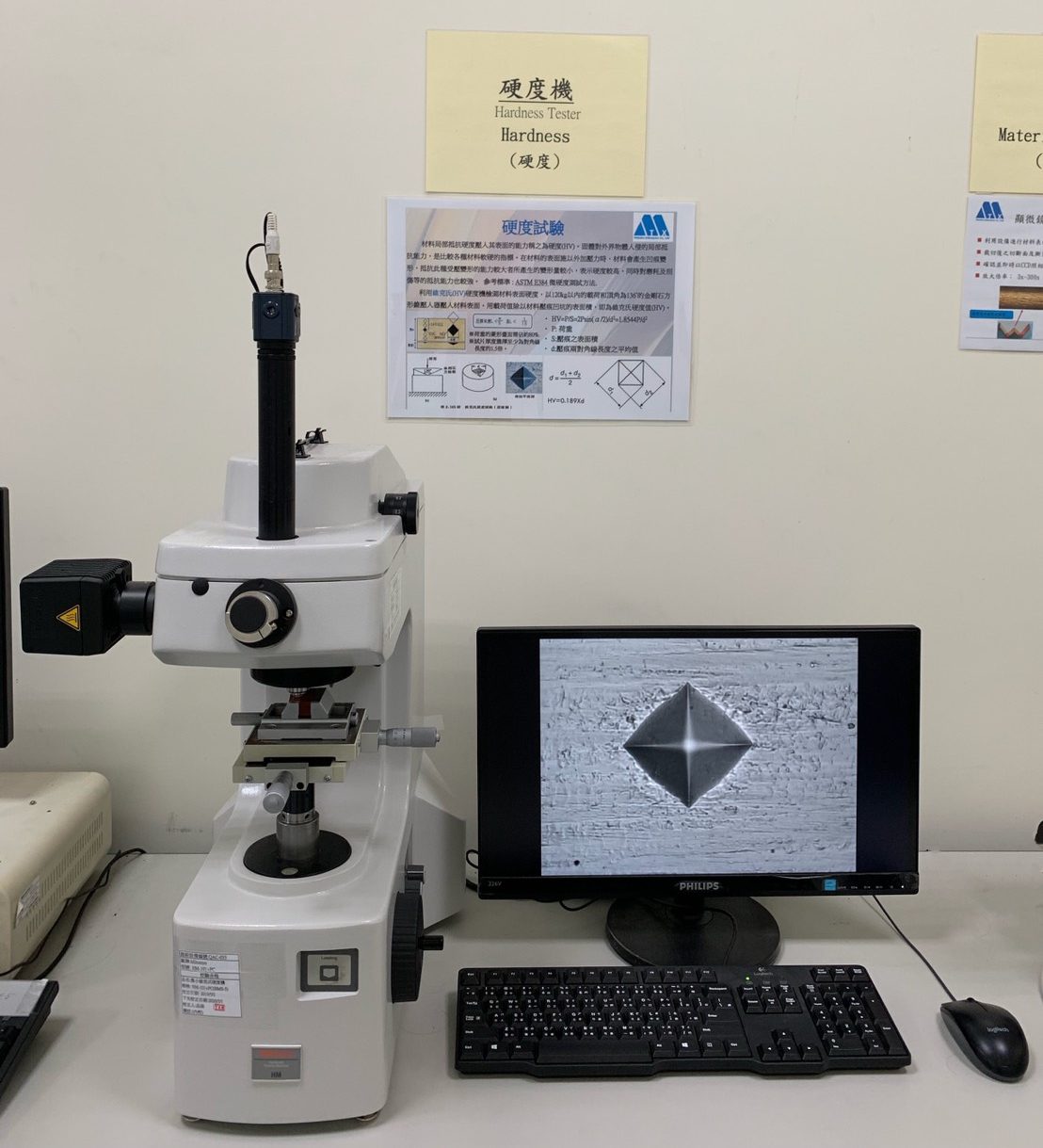
硬度测试机

高倍率显微镜